模具加工件表面精加工是模具加工中未能很好解决的难题之一,也正是模具钳工劳动强度大、成为瓶颈原因之一。特别反映在硬度大的金属、压铸模具进行组装过程。在模具加工件设计上,很多模具厂家都采用标准化组合设计,因而设计周期短,而我们目前全部产品都是从开头设计,包括每个环节。模具加工件的制造成本:作为模具制造过程的中间环节或工序,热处理造成的开裂、变形超差及性能超差,大多数情况下会使模具报废,即使通过修补仍可继续使用,也会增加工时,延长交货期,提升模具的制造成本,使用模具标准件不但能缩短模具制造周期,而且能提升模具质量和降低模具制造成本。
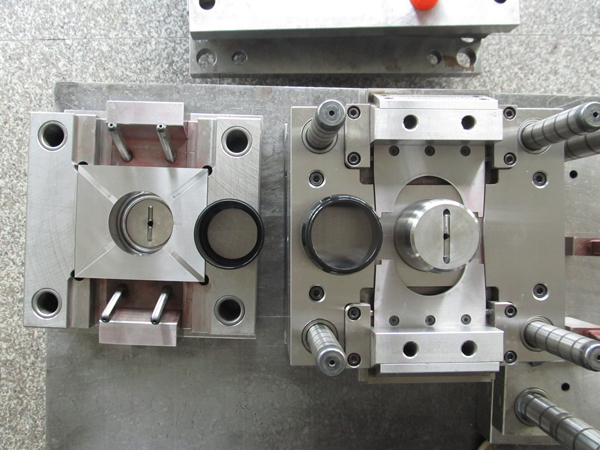
模具设计要求的事精度和批量生产,所以注塑模具的设计以生产和产品成型为主,主要要求一次成型。而模具加工件主要考虑加工工艺和加工生产条件,很多情况下,模具加工件设计是复杂的,模具加工件也大部分是需要很多部分组合而成的,所以,模具加工件如果被分开单个考虑是比较简单,但是组合起来是很复杂。
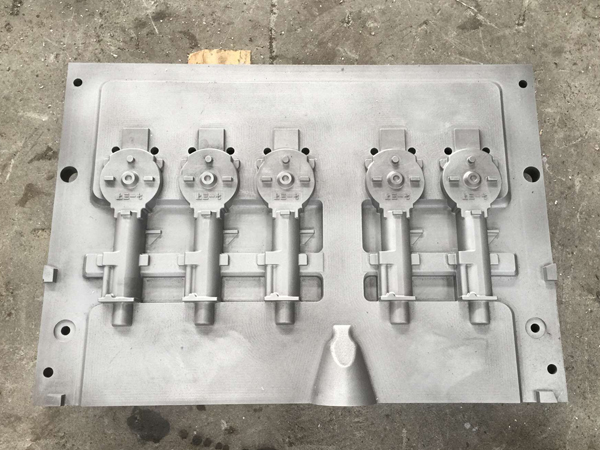
1、模样和浇冒口模的位置、尺寸是否符合加工工艺图的要求,吃砂量是否适当;
2、模板的布局、方向、尺寸标注是否一致,是不是会影响合箱要求;
3、如有造型机,还要计算模板高度与起模高度的关系;
4、直浇注尽量设计在靠近浇注的一边,方便浇注;
5、各种定位是否适当、活块、挡板等装卸是否方便;
6、一般模板都是做成空心的,但前提是要强度,看你设计的增加筋等是否适当;
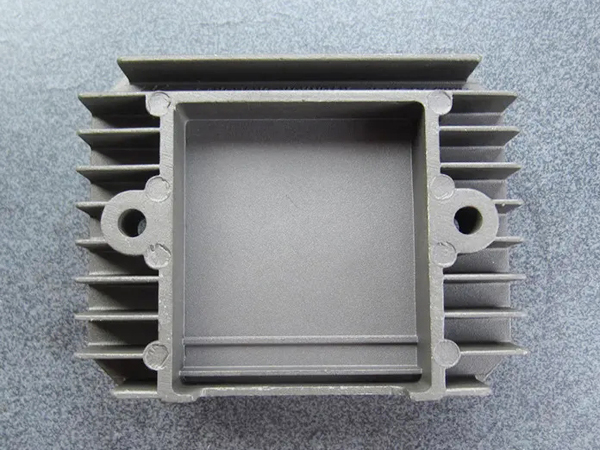
7、先用加工的方法加工出毛坯,而后再进行机加工而成的;
8、由于加工的原因,材料没有各向异性,因此,模具工作中,受力比好;
9、易于做比较复杂的模具,需要先做模具加工件,因此,加工周期比较长,成本有点高;
10、钢板冲压模制造简单,生产周期短。由于是有多块钢板零件拼接而成,因此,组合精度相对较差一点,并且在使用中,还会发生尺寸变动,导致冲压出废品。某个局部损坏,可以、相对加工的整体模具而言,用钢板零件组合而成的冲压模具,精度稍差一点;
11、单体材料存在各向异性,若取向不正确,将导致使用中发生裂纹。
模具加工件的冷揉捏力巨细主要取决于揉捏型腔投影面积的巨细、型腔的深层以及它们的几许形状、模坯直径与揉捏型胶直径之比以及模坯金属的力学性能让这些要素一般不易变较。但经验丰富的技术人员能够挑选正确的变形方法来削减揉捏变形力。挑选良好的润滑材料以及在模坯上设计正确的减荷穴也能够削减揉捏变形力和提升模坯型腔的表面质量。
由于模具加工件的使用要求和种类的不同,模型也有不同的分类。若按模型的几许形状来分,则分为平而模型和立体模型,若按模型的制造方法来分,则分为模制法摸型和切削法模型。当然也有按其它方法来分类的,例如按模型制造的材料或按模型在加工模具型腔表面时的作用等来进行分类。
模具加工件便于设备和拆卸。由于铝合金重力锻造,有需要将模具从头部喷漆中取出,并定期修理模具。如果拆卸不方便,工人的劳动强度会增加,占用多的劳动时间,产值和功率也会降低。选择不同的锻造技巧,模具形式通常不同。
模具加工件的应用:
1、有需要选择适当的锻造模具。锻造技能的质量直接关系到加工件的质量和技能产量的不均。克服了国内热接点的一些缺陷,有助于提升锻造工艺规划的性。
2、模具需要具有良好的保温能力。达到要求的实心模座和模件不仅了模具的使用寿命,而且在模具连续操作期间对温度场的调节也有重要的影响。
3、模具应该有较的冷却系统和抽气系统。冷却后,不仅可以提升劳动生产率,而且可以调节加工件的温度场,控制加工件的冷却速度,从而影响加工件的内部排列结构和晶粒尺寸,实现控制加工件机械性能的目的。