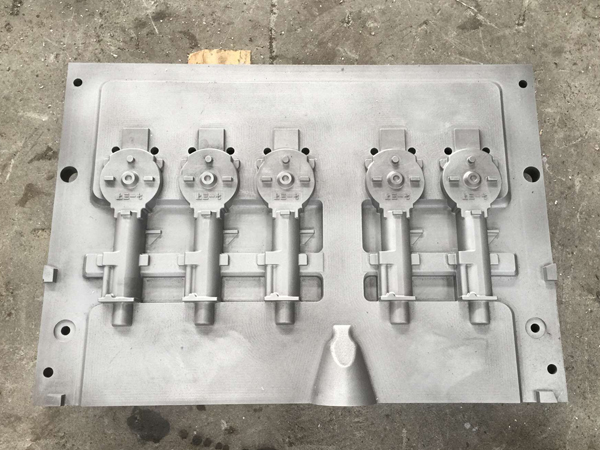
模具加工的浇注位置一般于选择造型方法之后确定。先确定出加工件中品质要求高的部位(如重要加工面、受力大的部位、承受压力的部位等)。结合产生条件估计主要废品倾向和容易发生缺陷的部位(如厚大部位容易出现收缩缺陷。大平面上容易产生夹渣结疤。薄壁部位容易发生浇不到、冷隔。薄厚相差悬殊的部位应力集中,容易发生裂纹等)。这样在确定浇注位置时,就应使重要部位处于有利的状态,并针对容易出现的缺陷,采取相应的工艺措施予以防止。模具加工是采用覆膜砂制芯,适用于热芯盒和冷芯盒两种。模具加工的特点是应用两根导柱,开合模垂直分型,同时安装两副不同的模具,中间固定架可以双面安装定模,左右开合模(相当于双模架)。
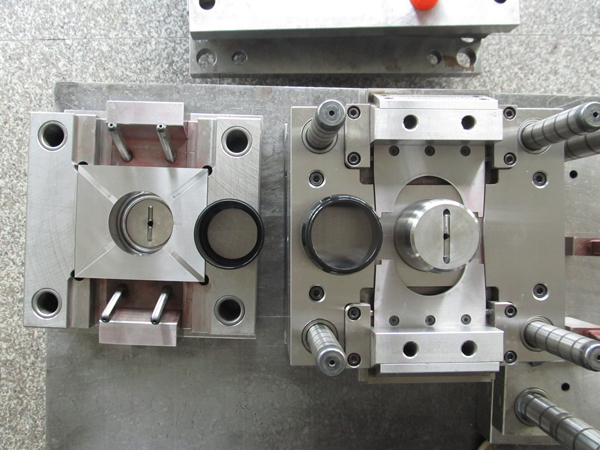
对于模具加工而言,在进行设计的过程中,工作人员需要要充足考虑对腔体零件的磨削、磨削和抛光的可行性。这是因为在加工期间,虽然在理论上将其的加工精度得了了良好的控制,而且使其具体的收缩率与预期的结果一致。湿砂造型法在通常情况下,这种方法比较适用于大部分金属材质,大批量生产的模具加工加工中。相比较其他的方法而言,这种粘土湿砂造型是较为经济的一种方法。当然,由于加工工厂引进了比较的控制装置,那么就需要慢慢地达到适当的性能。
还有一种方法叫做消失模铸型,就目前的应用来看,该方法的应用范围还相对比较少一些。所谓消失模加工,主要是由于现在的设备制造水平以及原料都有了大的进步,岁也在慢慢地进行推广。采用这种方法加工模具加工的话,不仅能提升生产的速度,而且还可以降低一部分的成本。如果使用二种方法进行模具加工加工的话,我们就会发现,其有很多的优点,主要为:发泡模可没有斜度或钭度很小,在设计上的自由度很高;其次,可以减轻加工件的重量,减少甚至省去机械加工的环节等。
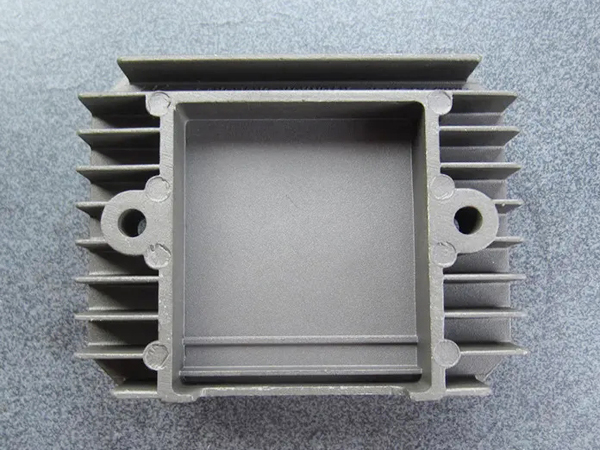
模具加工所采用的砂型加工是一种以砂作为主要造型材料,制作铸型的守旧加工工艺。砂型一般采用重力加工,有特别要求时也可采用低压加工、离心加工等工艺。砂型加工的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。砂型加工用的模具,以前多用木材制作,通称木模。一些技术的技术生产厂家为改变木模易变形、易损坏等弊病,除单件生产的砂型加工件外,全部改为尺寸精度较不错,并且使用寿命较长的铝合金模具或树脂模具。虽然价格有所提升,但仍比金属型加工用的模具便宜得多,在小批量及大件生产中,价格优点尤为突出。此外,砂型比金属型不怕火度较不错,因而如铜合金和黑色金属等熔点较不错的材料也多采用这种工艺。
模具加工的加工过程中细化晶粒的方法可概括为三种:
1、增大过冷度。当过冷度增大时,液体金属中生核率增加大,长大速度增加小,可使晶粒细化。例如,模具加工采用低温浇注是减少柱状晶、细化粒状晶的方法;采用金属型和冷铁等可增加冷却速度,细化晶粒等。
2、孕育处理。在液态金属结晶前,加入一些能促使生核或降低晶核长大速度的物质,使晶粒细化。
3、附加振动。液态金属结晶时附加振动(机械振动、声波振动或电磁振动),使已生长的晶粒破碎。破碎的枝晶可起晶核作用,增加生核率,细化了晶粒。